PDF Publication Title:
Text from PDF Page: 037
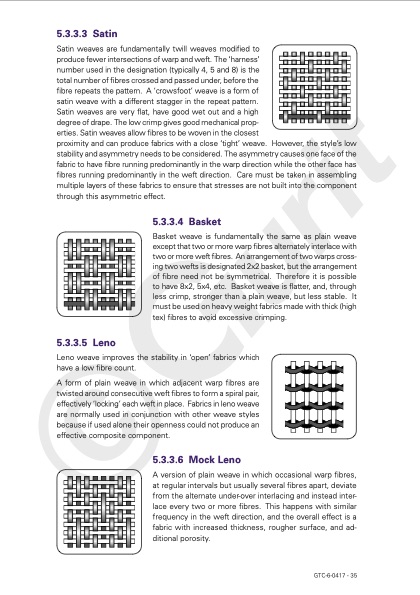
5.3.3.3 Satin Satin weaves are fundamentally twill weaves modified to produce fewer intersections of warp and weft. The ‘harness’ number used in the designation (typically 4, 5 and 8) is the total number of fibres crossed and passed under, before the fibre repeats the pattern. A ‘crowsfoot’ weave is a form of satin weave with a different stagger in the repeat pattern. Satin weaves are very flat, have good wet out and a high degree of drape. The low crimp gives good mechanical prop- erties. Satin weaves allow fibres to be woven in the closest proximity and can produce fabrics with a close ‘tight’ weave. However, the style’s low stability and asymmetry needs to be considered. The asymmetry causes one face of the fabric to have fibre running predominantly in the warp direction while the other face has fibres running predominantly in the weft direction. Care must be taken in assembling multiple layers of these fabrics to ensure that stresses are not built into the component through this asymmetric effect. 5.3.3.4 Basket Basket weave is fundamentally the same as plain weave except that two or more warp fibres alternately interlace with two or more weft fibres. An arrangement of two warps cross- ing two wefts is designated 2x2 basket, but the arrangement of fibre need not be symmetrical. Therefore it is possible to have 8x2, 5x4, etc. Basket weave is flatter, and, through less crimp, stronger than a plain weave, but less stable. It must be used on heavy weight fabrics made with thick (high tex) fibres to avoid excessive crimping. 5.3.3.5 Leno Leno weave improves the stability in ‘open’ fabrics which have a low fibre count. A form of plain weave in which adjacent warp fibres are twisted around consecutive weft fibres to form a spiral pair, effectively ‘locking’ each weft in place. Fabrics in leno weave are normally used in conjunction with other weave styles because if used alone their openness could not produce an effective composite component. 5.3.3.6 Mock Leno A version of plain weave in which occasional warp fibres, at regular intervals but usually several fibres apart, deviate from the alternate under-over interlacing and instead inter- lace every two or more fibres. This happens with similar frequency in the weft direction, and the overall effect is a fabric with increased thickness, rougher surface, and ad- ditional porosity. GTC-6-0417 - 35PDF Image | GUIDE TO COMPOSITES
PDF Search Title:
GUIDE TO COMPOSITESOriginal File Name Searched:
guide-to-composites.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |