PDF Publication Title:
Text from PDF Page: 429
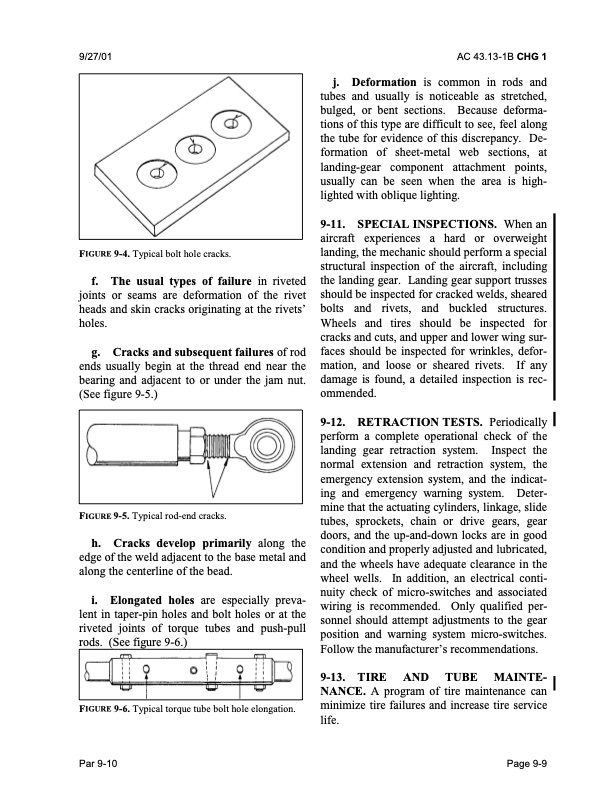
9/27/01 AC 43.13-1B CHG 1 FIGURE 9-4. Typical bolt hole cracks. f. The usual types of failure in riveted joints or seams are deformation of the rivet heads and skin cracks originating at the rivets’ holes. g. Cracks and subsequent failures of rod ends usually begin at the thread end near the bearing and adjacent to or under the jam nut. (See figure 9-5.) FIGURE 9-5. Typical rod-end cracks. h. Cracks develop primarily along the edge of the weld adjacent to the base metal and along the centerline of the bead. i. Elongated holes are especially preva- lent in taper-pin holes and bolt holes or at the riveted joints of torque tubes and push-pull rods. (See figure 9-6.) FIGURE 9-6. Typical torque tube bolt hole elongation. j. Deformation is common in rods and tubes and usually is noticeable as stretched, bulged, or bent sections. Because deforma- tions of this type are difficult to see, feel along the tube for evidence of this discrepancy. De- formation of sheet-metal web sections, at landing-gear component attachment points, usually can be seen when the area is high- lighted with oblique lighting. 9-11. SPECIAL INSPECTIONS. When an aircraft experiences a hard or overweight landing, the mechanic should perform a special structural inspection of the aircraft, including the landing gear. Landing gear support trusses should be inspected for cracked welds, sheared bolts and rivets, and buckled structures. Wheels and tires should be inspected for cracks and cuts, and upper and lower wing sur- faces should be inspected for wrinkles, defor- mation, and loose or sheared rivets. If any damage is found, a detailed inspection is rec- ommended. 9-12. RETRACTION TESTS. Periodically perform a complete operational check of the landing gear retraction system. Inspect the normal extension and retraction system, the emergency extension system, and the indicat- ing and emergency warning system. Deter- mine that the actuating cylinders, linkage, slide tubes, sprockets, chain or drive gears, gear doors, and the up-and-down locks are in good condition and properly adjusted and lubricated, and the wheels have adequate clearance in the wheel wells. In addition, an electrical conti- nuity check of micro-switches and associated wiring is recommended. Only qualified per- sonnel should attempt adjustments to the gear position and warning system micro-switches. Follow the manufacturer’s recommendations. 9-13. TIRE AND TUBE MAINTE- NANCE. A program of tire maintenance can minimize tire failures and increase tire service life. Par 9-10 Page 9-9PDF Image | AFS-640
PDF Search Title:
AFS-640Original File Name Searched:
ac_43.13-1b_w-chg1.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |