PDF Publication Title:
Text from PDF Page: 428
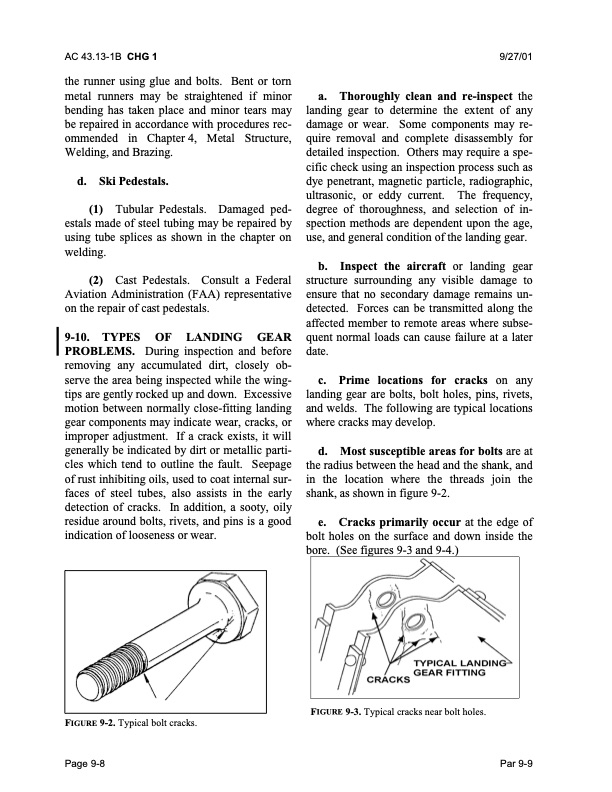
AC 43.13-1B CHG 1 9/27/01 the runner using glue and bolts. Bent or torn metal runners may be straightened if minor bending has taken place and minor tears may be repaired in accordance with procedures rec- ommended in Chapter 4, Metal Structure, Welding, and Brazing. d. Ski Pedestals. (1) Tubular Pedestals. Damaged ped- estals made of steel tubing may be repaired by using tube splices as shown in the chapter on welding. (2) Cast Pedestals. Consult a Federal Aviation Administration (FAA) representative on the repair of cast pedestals. 9-10. TYPES OF LANDING GEAR PROBLEMS. During inspection and before removing any accumulated dirt, closely ob- serve the area being inspected while the wing- tips are gently rocked up and down. Excessive motion between normally close-fitting landing gear components may indicate wear, cracks, or improper adjustment. If a crack exists, it will generally be indicated by dirt or metallic parti- cles which tend to outline the fault. Seepage of rust inhibiting oils, used to coat internal sur- faces of steel tubes, also assists in the early detection of cracks. In addition, a sooty, oily residue around bolts, rivets, and pins is a good indication of looseness or wear. FIGURE 9-2. Typical bolt cracks. Page 9-8 a. Thoroughly clean and re-inspect the landing gear to determine the extent of any damage or wear. Some components may re- quire removal and complete disassembly for detailed inspection. Others may require a spe- cific check using an inspection process such as dye penetrant, magnetic particle, radiographic, ultrasonic, or eddy current. The frequency, degree of thoroughness, and selection of in- spection methods are dependent upon the age, use, and general condition of the landing gear. b. Inspect the aircraft or landing gear structure surrounding any visible damage to ensure that no secondary damage remains un- detected. Forces can be transmitted along the affected member to remote areas where subse- quent normal loads can cause failure at a later date. c. Prime locations for cracks on any landing gear are bolts, bolt holes, pins, rivets, and welds. The following are typical locations where cracks may develop. d. Most susceptible areas for bolts are at the radius between the head and the shank, and in the location where the threads join the shank, as shown in figure 9-2. e. Cracks primarily occur at the edge of bolt holes on the surface and down inside the bore. (See figures 9-3 and 9-4.) FIGURE 9-3. Typical cracks near bolt holes. Par 9-9PDF Image | AFS-640
PDF Search Title:
AFS-640Original File Name Searched:
ac_43.13-1b_w-chg1.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |