PDF Publication Title:
Text from PDF Page: 037
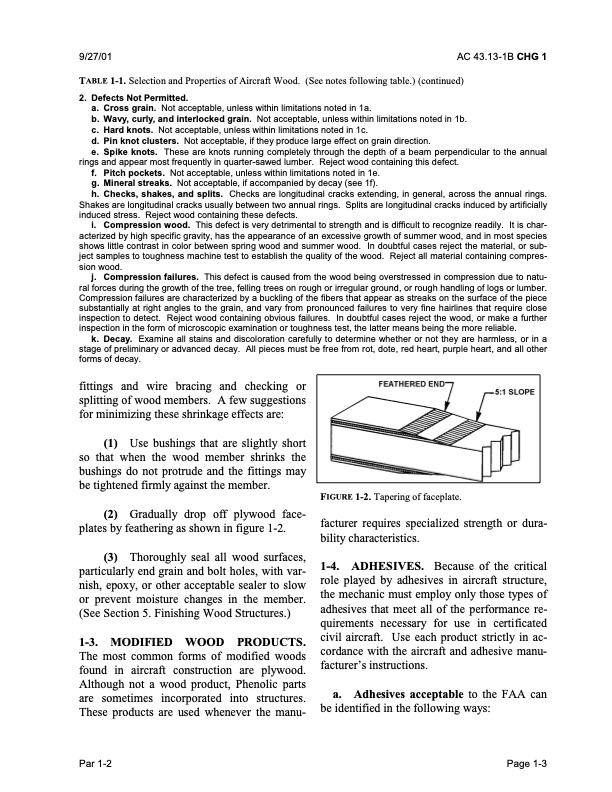
9/27/01 AC 43.13-1B CHG 1 TABLE 1-1. Selection and Properties of Aircraft Wood. (See notes following table.) (continued) 2. Defects Not Permitted. a. Cross grain. Not acceptable, unless within limitations noted in 1a. b. Wavy, curly, and interlocked grain. Not acceptable, unless within limitations noted in 1b. c. Hard knots. Not acceptable, unless within limitations noted in 1c. d. Pin knot clusters. Not acceptable, if they produce large effect on grain direction. e. Spike knots. These are knots running completely through the depth of a beam perpendicular to the annual rings and appear most frequently in quarter-sawed lumber. Reject wood containing this defect. f. Pitch pockets. Not acceptable, unless within limitations noted in 1e. g. Mineral streaks. Not acceptable, if accompanied by decay (see 1f). h. Checks, shakes, and splits. Checks are longitudinal cracks extending, in general, across the annual rings. Shakes are longitudinal cracks usually between two annual rings. Splits are longitudinal cracks induced by artificially induced stress. Reject wood containing these defects. i. Compression wood. This defect is very detrimental to strength and is difficult to recognize readily. It is char- acterized by high specific gravity, has the appearance of an excessive growth of summer wood, and in most species shows little contrast in color between spring wood and summer wood. In doubtful cases reject the material, or sub- ject samples to toughness machine test to establish the quality of the wood. Reject all material containing compres- sion wood. j. Compression failures. This defect is caused from the wood being overstressed in compression due to natu- ral forces during the growth of the tree, felling trees on rough or irregular ground, or rough handling of logs or lumber. Compression failures are characterized by a buckling of the fibers that appear as streaks on the surface of the piece substantially at right angles to the grain, and vary from pronounced failures to very fine hairlines that require close inspection to detect. Reject wood containing obvious failures. In doubtful cases reject the wood, or make a further inspection in the form of microscopic examination or toughness test, the latter means being the more reliable. k. Decay. Examine all stains and discoloration carefully to determine whether or not they are harmless, or in a stage of preliminary or advanced decay. All pieces must be free from rot, dote, red heart, purple heart, and all other forms of decay. fittings and wire bracing and checking or splitting of wood members. A few suggestions for minimizing these shrinkage effects are: (1) Use bushings that are slightly short so that when the wood member shrinks the bushings do not protrude and the fittings may be tightened firmly against the member. (2) Gradually drop off plywood face- plates by feathering as shown in figure 1-2. (3) Thoroughly seal all wood surfaces, particularly end grain and bolt holes, with var- nish, epoxy, or other acceptable sealer to slow or prevent moisture changes in the member. (See Section 5. Finishing Wood Structures.) 1-3. MODIFIED WOOD PRODUCTS. The most common forms of modified woods found in aircraft construction are plywood. Although not a wood product, Phenolic parts are sometimes incorporated into structures. These products are used whenever the manu- FIGURE 1-2. Tapering of faceplate. facturer requires specialized strength or dura- bility characteristics. 1-4. ADHESIVES. Because of the critical role played by adhesives in aircraft structure, the mechanic must employ only those types of adhesives that meet all of the performance re- quirements necessary for use in certificated civil aircraft. Use each product strictly in ac- cordance with the aircraft and adhesive manu- facturer’s instructions. a. Adhesives acceptable to the FAA can be identified in the following ways: Par 1-2 Page 1-3PDF Image | AFS-640
PDF Search Title:
AFS-640Original File Name Searched:
ac_43.13-1b_w-chg1.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |