Global Energy Sales | Kiln Plans | Consulting More Info...
TEL: +1-608-238-6001 (Chicago Time Zone ) Email: greg@globalmicroturbine.com
5000 BF Kiln for Lumber and Firewood Plans, parts, or full build using natural gas, propane, or wood heat via heat pipe or hot water... More Info
15000 BF Kiln for Lumber and Firewood Plans, parts, or full build using natural gas, propane, or wood heat via heat pipe or hot water... More Info
|
|
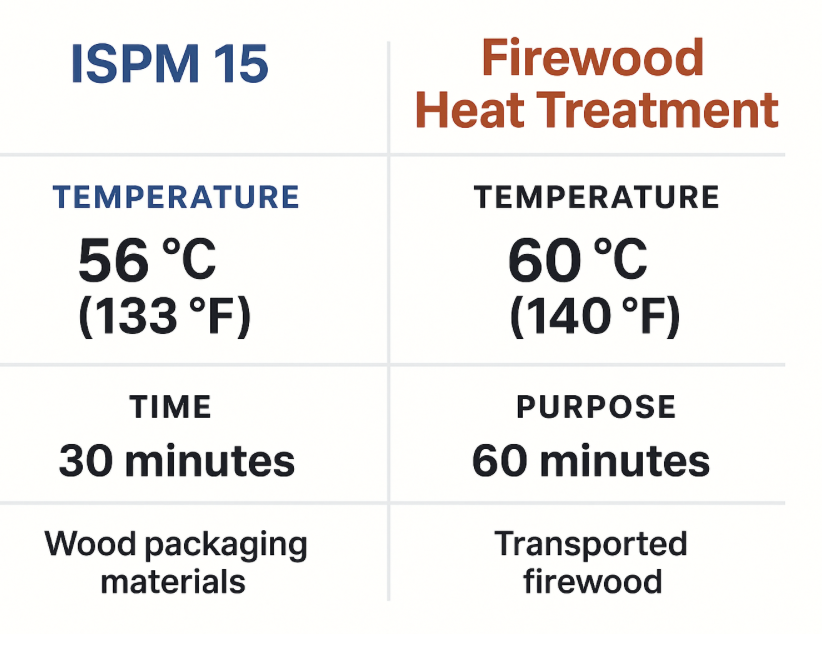
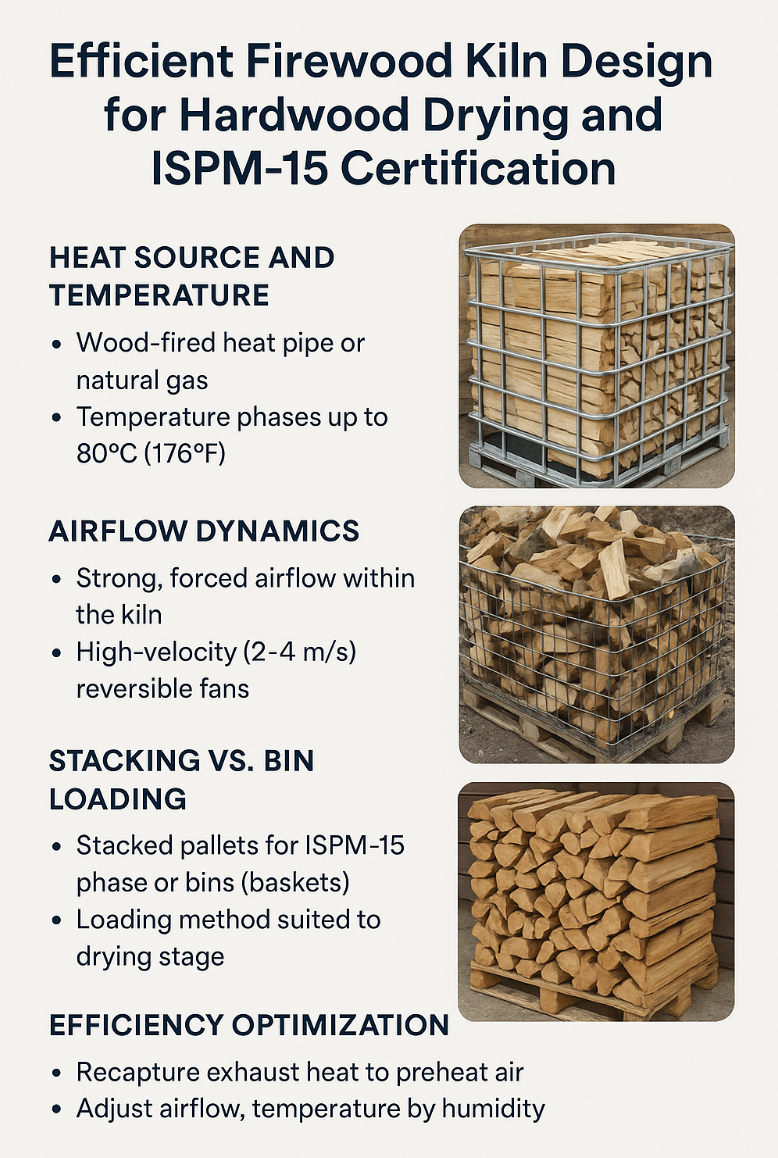
Efficient Firewood Kiln Design for Hardwood Drying and ISPM-15 Heat Treatment Certification to Eliminate any Insects OverviewDrying firewood efficiently requires a careful balance of airflow, temperature, and heat source economy. For hardwoods such as oak, the objective is to reach a final moisture content below 10% while maintaining conditions suitable for ISPM 15 heat treatment (minimum 56 °C / 133 °F core temperature for at least 30 minutes).By combining strong forced airflow, controlled heat application, and proper wood arrangement, kiln operators can significantly reduce drying times while minimizing fuel costs.1. Heat Source Optionsa. Wood-Fired Heat Pipes or FurnacesA wood-fired system using a heat exchanger or heat pipe is cost-effective, especially when using scrap or low-grade wood as fuel. Indirect heating (with no combustion gases entering the chamber) ensures a clean environment and prevents sooting of the firewood.b. Natural Gas BurnersNatural gas provides precise temperature control and clean combustion. Heat exchangers or hydronic coils distribute heat evenly. Although fuel costs can be higher, automation and consistency often offset operating costs through shorter drying cycles.c. Hybrid SystemsA combination of wood and gas systems offers flexibility: the wood burner provides bulk heat, while natural gas maintains the final drying and ISPM 15 phase with stable control near 60–70 °C (140–160 °F).2. Temperature Profile for Hardwood Drying| Initial Drying | 40–50 °C / 104–122 °F | Gentle moisture removal to prevent cracking | 24–48 hrs || Intermediate Drying | 55–65 °C / 131–149 °F | Accelerated evaporation, still safe for wood integrity | 24–36 hrs || ISPM 15 Heat Treatment | ≥ 56 °C (133 °F) for ≥ 30 min (core temp) | Sanitization phase | Monitored stage || Final Conditioning | 65–80 °C / 149–176 °F | Reach < 10% MC, sterilize surface | 12–24 hrs |Infrared temperature probes or wireless sensors should be placed in the core of several sample logs to ensure compliance with ISPM 15 certification requirements.3. Airflow Dynamics and Kiln DesignStrong airflow is critical for even and rapid drying. Moisture must be continually swept away from the wood surface to maintain the vapor pressure gradient necessary for efficient evaporation.a. Forced Convection System• High static-pressure fans (centrifugal or mixed-flow) should circulate air at 2–4 m/s (400–800 ft/min).• Air should be directed alternately across stacked rows using plenum chambers or adjustable ducts to avoid dead zones.• Reversible fans can improve uniform drying by periodically reversing flow direction.b. Air Distribution Layout• Heated air should enter near the bottom or sides of the chamber, flowing through and across the stack before exiting through ceiling vents.• Exhaust air vents should be adjustable to control humidity and prevent heat loss.4. Stacking vs. Bin LoadingStacked (Palletized) Loading:• Uniform stacks with spacers (1–2 in gaps) allow even airflow.• Ideal for longer drying cycles or when certification tracking per pallet is required.• Easier to monitor core temperatures.Random Bin Loading:• Faster loading and unloading using baskets or mesh bins.• Slightly less efficient airflow but excellent for bulk drying with strong fans.• Works best when coupled with high air velocity and alternating flow direction.Recommendation:For maximum throughput and uniformity, use stacked pallets during the final ISPM 15 phase, but bin or crate stacking during the early drying phase to handle large loads efficiently.5. Moisture Control and Monitoring• Install humidity sensors and temperature probes throughout the chamber.• Maintain relative humidity around 40–60% during the main drying phase.• The process is complete when the moisture content of split wood is ≤ 10%, confirmed with a pin or dielectric moisture meter.6. Efficiency Optimization• Recapture exhaust heat using a heat exchanger for preheating incoming air.• Insulate kiln walls and doors to minimize thermal losses.• Consider phase-change thermal storage or sand-thermal reservoirs to stabilize temperature swings.• Automate fans and burners via programmable logic to adjust airflow and temperature according to real-time humidity readings.ConclusionThe most cost-effective and fast-drying firewood kiln combines:1. High airflow velocity, preferably reversible.2. Moderate-to-high temperatures (60–80 °C) with controlled humidity.3. Efficient heat transfer from wood or natural gas-fired systems.4. Stacked or bin-based loading matched to drying phase.By applying these principles, operators can achieve under 10% moisture content while simultaneously meeting ISPM 15 heat treatment certification — ensuring both quality fuelwood and compliant wood packaging material at minimal energy cost.Efficient Firewood Kiln Design for Hardwood Drying and ISPM-15 Certification |
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | AMP | PDF |