PDF Publication Title:
Text from PDF Page: 002
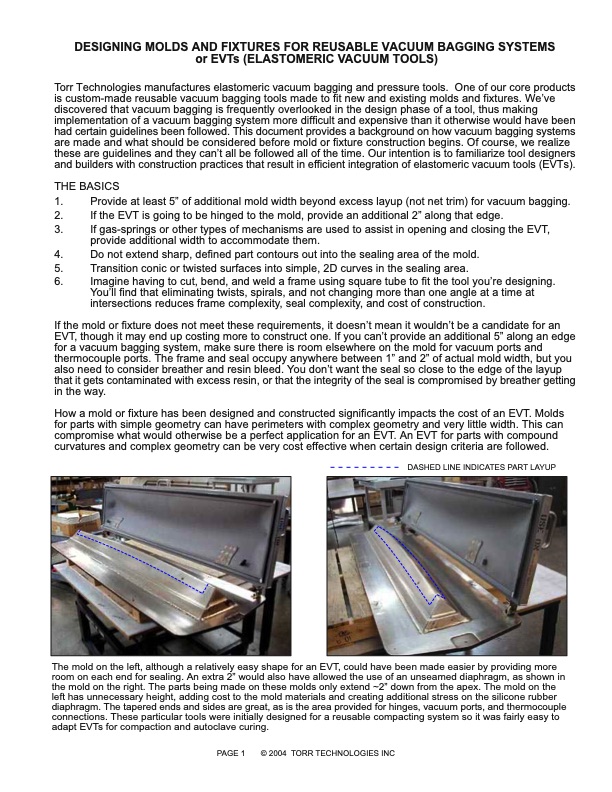
DESIGNING MOLDS AND FIXTURES FOR REUSABLE VACUUM BAGGING SYSTEMS or EVTs (ELASTOMERIC VACUUM TOOLS) Torr Technologies manufactures elastomeric vacuum bagging and pressure tools. One of our core products is custom-made reusable vacuum bagging tools made to fit new and existing molds and fixtures. We’ve discovered that vacuum bagging is frequently overlooked in the design phase of a tool, thus making implementation of a vacuum bagging system more difficult and expensive than it otherwise would have been had certain guidelines been followed. This document provides a background on how vacuum bagging systems are made and what should be considered before mold or fixture construction begins. Of course, we realize these are guidelines and they can’t all be followed all of the time. Our intention is to familiarize tool designers and builders with construction practices that result in efficient integration of elastomeric vacuum tools (EVTs). THE BASICS 1. Provide at least 5” of additional mold width beyond excess layup (not net trim) for vacuum bagging. 2. If the EVT is going to be hinged to the mold, provide an additional 2” along that edge. 3. If gas-springs or other types of mechanisms are used to assist in opening and closing the EVT, provide additional width to accommodate them. 4. Do not extend sharp, defined part contours out into the sealing area of the mold. 5. Transition conic or twisted surfaces into simple, 2D curves in the sealing area. 6. Imagine having to cut, bend, and weld a frame using square tube to fit the tool you’re designing. You’ll find that eliminating twists, spirals, and not changing more than one angle at a time at intersections reduces frame complexity, seal complexity, and cost of construction. If the mold or fixture does not meet these requirements, it doesn’t mean it wouldn’t be a candidate for an EVT, though it may end up costing more to construct one. If you can’t provide an additional 5” along an edge for a vacuum bagging system, make sure there is room elsewhere on the mold for vacuum ports and thermocouple ports. The frame and seal occupy anywhere between 1” and 2” of actual mold width, but you also need to consider breather and resin bleed. You don’t want the seal so close to the edge of the layup that it gets contaminated with excess resin, or that the integrity of the seal is compromised by breather getting in the way. How a mold or fixture has been designed and constructed significantly impacts the cost of an EVT. Molds for parts with simple geometry can have perimeters with complex geometry and very little width. This can compromise what would otherwise be a perfect application for an EVT. An EVT for parts with compound curvatures and complex geometry can be very cost effective when certain design criteria are followed. DASHED LINE INDICATES PART LAYUP The mold on the left, although a relatively easy shape for an EVT, could have been made easier by providing more room on each end for sealing. An extra 2” would also have allowed the use of an unseamed diaphragm, as shown in the mold on the right. The parts being made on these molds only extend ~2” down from the apex. The mold on the left has unnecessary height, adding cost to the mold materials and creating additional stress on the silicone rubber diaphragm. The tapered ends and sides are great, as is the area provided for hinges, vacuum ports, and thermocouple connections. These particular tools were initially designed for a reusable compacting system so it was fairly easy to adapt EVTs for compaction and autoclave curing. PAGE 1 © 2004 TORR TECHNOLOGIES INCPDF Image | DESIGNING MOLDS AND FIXTURES Vacuum Bagging
PDF Search Title:
DESIGNING MOLDS AND FIXTURES Vacuum BaggingOriginal File Name Searched:
TorrMDG.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |