PDF Publication Title:
Text from PDF Page: 003
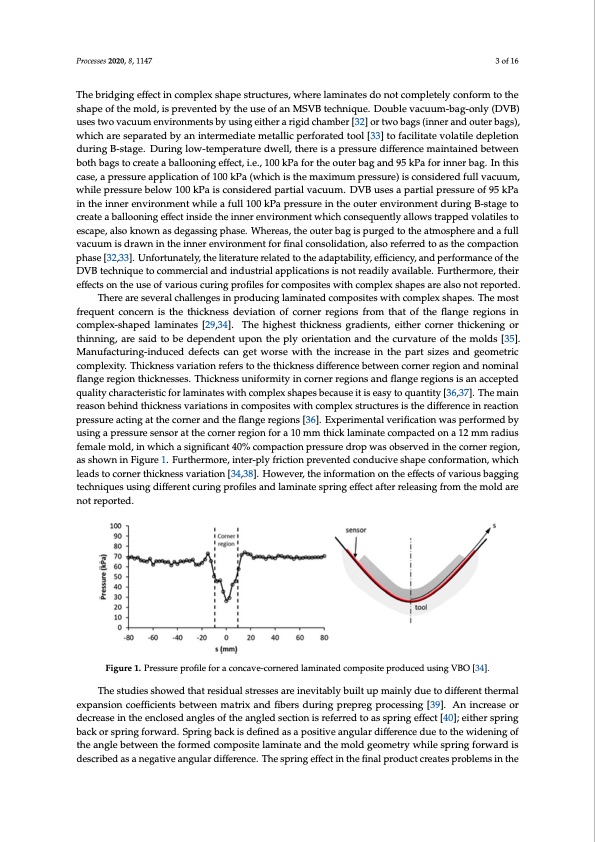
Processes 2020, 8, 1147 3 of 16 Processes 2020, 8, x FOR PEER REVIEW 3 of 16 structures [29–31]. The bridging effect in complex shape structures, where laminates do not The bridging effect in complex shape structures, where laminates do not completely conform to the completely conform to the shape of the mold, is prevented by the use of an MSVB technique. Double shape of the mold, is prevented by the use of an MSVB technique. Double vacuum-bag-only (DVB) vacuum-bag-only (DVB) uses two vacuum environments by using either a rigid chamber [32] or two uses two vacuum environments by using either a rigid chamber [32] or two bags (inner and outer bags), bags (inner and outer bags), which are separated by an intermediate metallic perforated tool [33] to which are separated by an intermediate metallic perforated tool [33] to facilitate volatile depletion facilitate volatile depletion during B-stage. During low-temperature dwell, there is a pressure during B-stage. During low-temperature dwell, there is a pressure difference maintained between difference maintained between both bags to create a ballooning effect, i.e., 100 kPa for the outer bag both bags to create a ballooning effect, i.e., 100 kPa for the outer bag and 95 kPa for inner bag. In this and 95 kPa for inner bag. In this case, a pressure application of 100 kPa (which is the maximum case, a pressure application of 100 kPa (which is the maximum pressure) is considered full vacuum, pressure) is considered full vacuum, while pressure below 100 kPa is considered partial vacuum. while pressure below 100 kPa is considered partial vacuum. DVB uses a partial pressure of 95 kPa DVB uses a partial pressure of 95 kPa in the inner environment while a full 100 kPa pressure in the in the inner environment while a full 100 kPa pressure in the outer environment during B-stage to outer environment during B-stage to create a ballooning effect inside the inner environment which create a ballooning effect inside the inner environment which consequently allows trapped volatiles to consequently allows trapped volatiles to escape, also known as degassing phase. Whereas, the outer escape, also known as degassing phase. Whereas, the outer bag is purged to the atmosphere and a full bag is purged to the atmosphere and a full vacuum is drawn in the inner environment for final vacuum is drawn in the inner environment for final consolidation, also referred to as the compaction consolidation, also referred to as the compaction phase [32,33]. Unfortunately, the literature related phase [32,33]. Unfortunately, the literature related to the adaptability, efficiency, and performance of the to the adaptability, efficiency, and performance of the DVB technique to commercial and industrial DVB technique to commercial and industrial applications is not readily available. Furthermore, their applications is not readily available. Furthermore, their effects on the use of various curing profiles effects on the use of various curing profiles for composites with complex shapes are also not reported. for composites with complex shapes are also not reported. There are several challenges in producing laminated composites with complex shapes. The most There are several challenges in producing laminated composites with complex shapes. The most frequent concern is the thickness deviation of corner regions from that of the flange regions in frequent concern is the thickness deviation of corner regions from that of the flange regions in complex-shaped laminates [29,34]. The highest thickness gradients, either corner thickening or complex-shaped laminates [29,34]. The highest thickness gradients, either corner thickening or thinning, are said to be dependent upon the ply orientation and the curvature of the molds [35]. thinning, are said to be dependent upon the ply orientation and the curvature of the molds [35]. Manufacturing-induced defects can get worse with the increase in the part sizes and geometric Manufacturing-induced defects can get worse with the increase in the part sizes and geometric complexity. Thickness variation refers to the thickness difference between corner region and nominal complexity. Thickness variation refers to the thickness difference between corner region and nominal flange region thicknesses. Thickness uniformity in corner regions and flange regions is an accepted flange region thicknesses. Thickness uniformity in corner regions and flange regions is an accepted quality characteristic for laminates with complex shapes because it is easy to quantity [36,37]. The main quality characteristic for laminates with complex shapes because it is easy to quantity [36,37]. The reason behind thickness variations in composites with complex structures is the difference in reaction main reason behind thickness variations in composites with complex structures is the difference in pressure acting at the corner and the flange regions [36]. Experimental verification was performed by reaction pressure acting at the corner and the flange regions [36]. Experimental verification was using a pressure sensor at the corner region for a 10 mm thick laminate compacted on a 12 mm radius performed by using a pressure sensor at the corner region for a 10 mm thick laminate compacted on female mold, in which a significant 40% compaction pressure drop was observed in the corner region, a 12 mm radius female mold, in which a significant 40% compaction pressure drop was observed in as shown in Figure 1. Furthermore, inter-ply friction prevented conducive shape conformation, which the corner region, as shown in Figure 1. Furthermore, inter-ply friction prevented conducive shape leads to corner thickness variation [34,38]. However, the information on the effects of various bagging conformation, which leads to corner thickness variation [34,38]. However, the information on the techniques using different curing profiles and laminate spring effect after releasing from the mold are effects of various bagging techniques using different curing profiles and laminate spring effect after not reported. releasing from the mold are not reported. Figure 1. Prressure proffiile for a concave-cornered laminated composite produced using VBO [34]].. The studies showed that residual stresses are inevitably built up mainly due to different thermal The studies showed that residual stresses are inevitably built up mainly due to different thermal expansion coefficients between matrix and fibers during prepreg processing [39]. An increase or expansion coefficients between matrix and fibers during prepreg processing [39]. An increase or decrease in the enclosed angles of the angled section is referred to as spring effect [40]; either spring decrease in the enclosed angles of the angled section is referred to as spring effect [40]; either spring back or spring forward. Spring back is defined as a positive angular difference due to the widening of back or spring forward. Spring back is defined as a positive angular difference due to the widening the angle between the formed composite laminate and the mold geometry while spring forward is of the angle between the formed composite laminate and the mold geometry while spring forward is described as a negative angular difference. The spring effect in the final product creates problems in the described as a negative angular difference. The spring effect in the final product creates problems in the final assembly due to poor fit with the mating structures, which is usually dealt with some compensation factors during designing. Certain characteristics of the materials, such as anisotropicPDF Image | Effects of Processing Parameters for Vacuum-Bagging
PDF Search Title:
Effects of Processing Parameters for Vacuum-BaggingOriginal File Name Searched:
processes-08-01147.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |