PDF Publication Title:
Text from PDF Page: 121
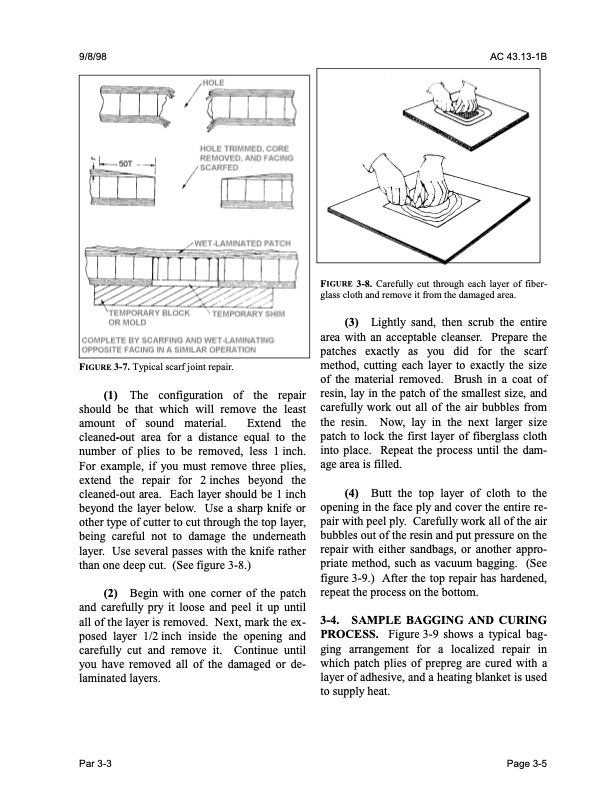
9/8/98 AC 43.13-1B FIGURE 3-7. Typical scarf joint repair. (1) The configuration of the repair should be that which will remove the least amount of sound material. Extend the cleaned-out area for a distance equal to the number of plies to be removed, less 1 inch. For example, if you must remove three plies, extend the repair for 2inches beyond the cleaned-out area. Each layer should be 1 inch beyond the layer below. Use a sharp knife or other type of cutter to cut through the top layer, being careful not to damage the underneath layer. Use several passes with the knife rather than one deep cut. (See figure 3-8.) (2) Begin with one corner of the patch and carefully pry it loose and peel it up until all of the layer is removed. Next, mark the ex posed layer 1/2 inch inside the opening and carefully cut and remove it. Continue until you have removed all of the damaged or de laminated layers. FIGURE 3-8. Carefully cut through each layer of fiber glass cloth and remove it from the damaged area. (3) Lightly sand, then scrub the entire area with an acceptable cleanser. Prepare the patches exactly as you did for the scarf method, cutting each layer to exactly the size of the material removed. Brush in a coat of resin, lay in the patch of the smallest size, and carefully work out all of the air bubbles from the resin. Now, lay in the next larger size patch to lock the first layer of fiberglass cloth into place. Repeat the process until the dam age area is filled. (4) Butt the top layer of cloth to the opening in the face ply and cover the entire re pair with peel ply. Carefully work all of the air bubbles out of the resin and put pressure on the repair with either sandbags, or another appro priate method, such as vacuum bagging. (See figure 3-9.) After the top repair has hardened, repeat the process on the bottom. 3-4. SAMPLE BAGGING AND CURING PROCESS. Figure 3-9 shows a typical bag ging arrangement for a localized repair in which patch plies of prepreg are cured with a layer of adhesive, and a heating blanket is used to supply heat. Par 3-3 Page 3-5PDF Image | AFS-640
PDF Search Title:
AFS-640Original File Name Searched:
ac_43.13-1b_w-chg1.pdfDIY PDF Search: Google It | Yahoo | Bing
5,000 BF Shipping Container Lumber Dry Kiln For Quality Lumber The 5,000 BF container kiln consists of one 40 foot high-cube aluminum shipping container... More Info
Shipping Container Lumber Dry Kilns by Global Energy Global Energy designed and developed the container kiln back in 1991. The purpose is to give access to portable sawmill owners, furniture makers, and small business the value added profit of dry kiln lumber and quality hardwoods... More Info
Vacuum Kiln Conversion Kit for Lumber and Wood Dry Kilns Convert your existing conventional dry kiln into a fast drying vacuum kiln. Similar to vacuum bagging in the boat building and aircraft industry, we have come up with a proprietary process which allows you to build a very simple vacuum kiln at a fraction of the price, and without the intensive conventional metal chamber structure... More Info
Vacuum Pump Cart System for Bagging Clamping Wood Drying and more Vacuum Cart with 2HP Pump and Dual Pistons with multiple multiplex vacuum ports and liquid reservoir... More Info
Vacuum Bagging Basics Vacuum bagging is a method of clamping, which has traditionally been used in the composites industry, but can also be used for vacuum drying materials, including wood products... More Info
| CONTACT TEL: 608-238-6001 Email: greg@globalmicroturbine.com | RSS | AMP |